Jaké kroky proces válcování titanového plechu zahrnuje (jako je počáteční válcování, válcování za tepla, válcování za studena atd.)? Jaký typ válcovací stolice se používá? Jak řídit teplotu válcování a redukci, aby byla zajištěna jednotná mikrostruktura a výkon desky?
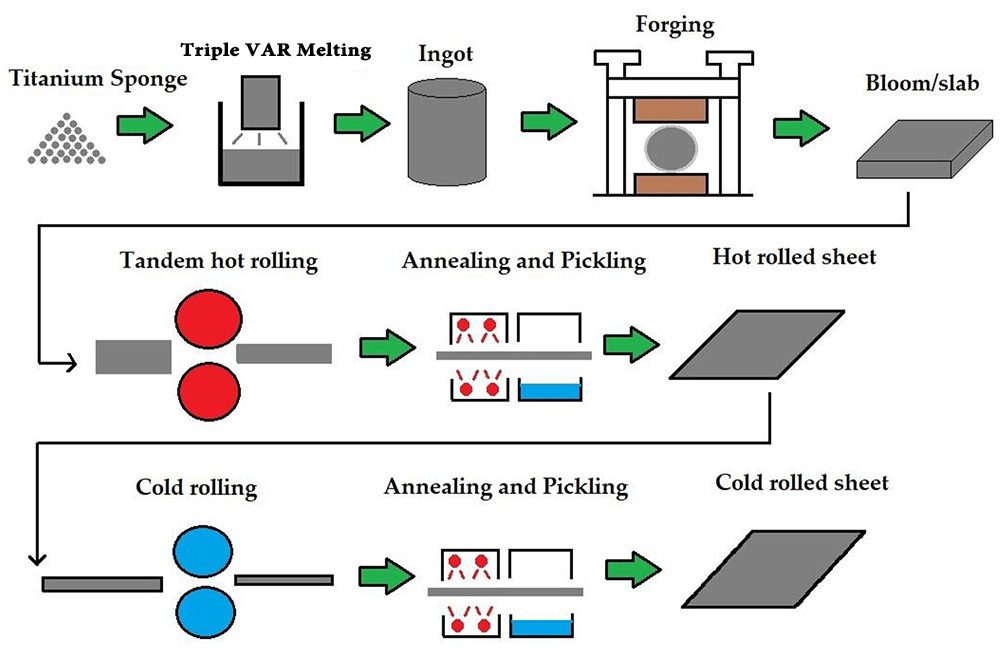
Válcování titanu a desky z titanové slitiny je komplexní proces, který integruje materiálové vědy, mechanické řízení a optimalizaci procesů. Jeho procesní tok lze rozdělit do tří hlavních fází: počáteční válcování, válcování za tepla a válcování za studena. Každý stupeň odpovídá konkrétnímu zařízení válcovny a procesním parametrům.
(1) Počáteční fáze válcování
Počáteční válcování obvykle používá dvouválcovou oboustrannou válcovací stolici. Jeho hlavním úkolem je rozbít sloupcovou krystalickou strukturu ingotu titanové slitiny a dosáhnout počáteční plastické deformace. V této fázi musí být teplota ohřevu ingotu přísně kontrolována (obvykle 30-50 ℃ nad oblastí fáze β) a vady odlévání musí být eliminovány vícenásobnými průchody malým deformačním válcováním (snížení na průchod ≤15 %). Changzhou Bokang Special Material Technology Co., Ltd. výrazně zlepšila stejnoměrnost mikrostruktury počáteční fáze válcování optimalizací procesu homogenizace ingotů a kombinací numerické simulace pro předpovídání deformačního odporu.
(2) Fáze válcování za tepla
Válcování za tepla využívá čtyřválcovou nevratnou válcovací stolici nebo univerzální válcovací stolici k provádění velkých deformačních zpracování v α β dvoufázové oblasti. V této fázi jsou zrna rafinována dynamickou rekrystalizací a konečná válcovací teplota (obvykle ne méně než 850 °C) musí být řízena, aby byla zajištěna plasticita materiálu. Ohřívací pec skříňového typu se používá ve spojení s kompenzačním systémem indukčního ohřevu pro dosažení teplotní přesnosti ±10℃. Distribuce redukce průchodu válcováním za tepla se řídí principem ""pyramidy", to znamená, že prvních několik průchodů využívá snížení o 20-25% a následné průchody se postupně zvyšují na 35-40% v kombinaci s rychlým procesem chlazení vodou mezi průchody, aby se účinně zabránilo nadměrnému růstu zrna.
(3) Fáze válcování za studena
Válcování za studena se provádí na čtyřválcové nebo šestiválcové válcovně za studena, a to především pro zlepšení kvality povrchu a rozměrové přesnosti plechu. Je nutné použít více průchodů válcováním s malou deformací (snížení jedním průchodem ≤ 10 %) v kombinaci s procesem středního žíhání, přičemž kumulativní deformace může dosáhnout více než 80 %. Changzhou Bokang zvýšil přesnost kontroly tvaru desky na ±5 μm zavedením technologie roller cross. Drsnost povrchu jimi vyráběných titanových desek lékařské kvality je Ra≤0,2μm, čímž dosahuje mezinárodní špičky.
Výběr zařízení pro válcování titanu přímo ovlivňuje kvalitu finální desky a musí být navržen podle materiálových vlastností:
(1) Výběr typu válcovny
Primární válcovací stolice: Používá se dvouválcová oboustranná válcovací stolice s uzavřeným koncem, vybavená hydraulickým systémem AGC (automatická kontrola tloušťky) a poměr průměru válce je řízen mezi 1,8-2,2 pro optimalizaci stavu záběru.
Válcovna za tepla: Používá se čtyřválcová nevratná válcovna, s průměrem pracovního válce 350-400 mm a průměrem nosného válce 1400-1600 mm, vybavená systémem ohýbacích válců a zařízením pro posun válců a přesnost kontroly tvaru desky dosahuje ±15I
Válcovna za studena: Používá se šestiválcová válcovací stolice s kombinovaným systémem UC/VC, axiální posuvný zdvih meziválce je ±150 mm a pro dosažení uzavřené smyčky se používá laserový měřič rychlosti a tloušťkoměr
(2) Optimalizace materiálu systému rolí
Pracovní válec je vyroben ze slitiny na bázi železa s vysokým obsahem chromu (Cr12MoV) a povrch je nastříkán kompozitním povlakem CrN/Al2O3 o tvrdosti vyšší než HV1200, který účinně odolává adhezi titanu. Nosný válec využívá nekonečnou technologii odstředivého lití z chlazené litiny a rozdíl gradientu tvrdosti povrchu válce je řízen v rámci HS15, aby byla zajištěna stabilita tvaru válce.
Přesné řízení teploty a deformace je klíčem k zajištění stejnoměrnosti struktury a výkonu titanové desky a je třeba vytvořit víceparametrový model řízení spojky.
(1) Systém řízení teploty
Proces ohřevu: Je použit třístupňový systém ohřevu (předehřívací sekce 600-700 ℃ / izolační sekce 850-950 ℃ / topná sekce 900-980 ℃) a infračervený teploměr se používá k dosažení monitorování teploty v reálném čase
Řízení teploty procesu válcování: Ve fázi dokončovacího válcování se používá válečkový stříkací systém (přesnost řízení objemu vody ±0,5 l/min) a systém kompenzace odporového ohřevu se používá k řízení kolísání teploty válcovaného kusu v rozmezí ±20 ℃
Řízení finální válcovací teploty: Distribuce teplotního pole je předpovídána pomocí simulace konečných prvků a je vytvořen model teplotní čekací doby mezi průchody, aby byla zajištěna teplota válcovaného kusu. Ujistěte se, že konečná teplota válcování není nižší než 50 °C pod bodem fázové transformace
(2) Algoritmus pro optimalizaci redukce
Víceprůchodové rozložení redukce: Na základě modelu zpevnění materiálu je použit genetický algoritmus k optimalizaci rozložení redukce v každém průchodu, aby bylo zajištěno, že deformace každého průchodu je „parabolická“
Nastavení dynamické redukce: Valivá síla je monitorována v reálném čase tlakoměrem a fuzzy PID řídicí algoritmus se používá k automatickému nastavení redukce pro kompenzaci odskoku válcovací mezery (přesnost kompenzace ±0,02 mm)
Kontrola mezní deformace: Stanovte kritické redukční kritérium (ε_c=0,6σ_s/K), kde K je zpracování materiálu Koeficient kalení, zajistěte, aby redukce jedním průchodem nepřesáhla 85 % kritické hodnoty
(3) Opatření k zajištění jednotnosti struktury
Kontrola velikosti zrna: Ovládejte objemový zlomek dynamické rekrystalizace pomocí parametru Z (Z=ε·exp(Q/RT)) a udržujte hodnotu Z mezi 10-15, abyste získali jednotná rovnoosá zrna
Optimalizace textury: Použijte proces křížového válcování (otočte desku o 45° na jeden průchod) v kombinaci s technologií asynchronního válcování (rozdíl v rychlosti linky mezi horními a spodními válci je 10-15 %), abyste účinně oslabili základní povrchovou strukturu
Kontrola zbytkového napětí: Prostřednictvím procesu válcování se střídavým napětím v tahu a tlaku v kombinaci s ošetřením relaxace napětí během žíhání kontroluje zbytkové napětí v rozmezí ±20 MPa
Proces válcování titanových plechů vyžaduje vytvoření sítě kontroly kvality celého procesu. Changzhou Bokang prošel certifikací systému ISO9001/ISO13485 a vybudoval tříúrovňový systém kontroly kvality „kontrola surovin-monitorování procesu-testování hotového výrobku“:
Online detekce: vybaveno měřičem tvaru desky, tloušťkoměrem, detektorem povrchu, k dosažení online kontroly tolerance tloušťky ±0,02 mm a tolerance tvaru desky ±8I
Detekce organizace: Technologie EBSD se používá k analýze orientace zrn, aby byla zajištěna velikost zrna ASTM Grade 8 má jemný poměr ≥90 %
Ověření výkonu: Mechanické vlastnosti se ověřují zkouškou tahem, rázovou zkouškou a korozní zkouškou. Pevnost v tahu lékařské titanové desky je ≥ 850 MPa a prodloužení je ≥ 18 %, což splňuje normu ASTM F136
Nedestruktivní testování: Technologie ultrazvukového fázového pole se používá k detekci vnitřních defektů, aby byla zajištěna 100% úspěšnost detekce chyb
V současné době vykazuje technologie válcování titanových plechů tři hlavní vývojové trendy:
Inteligentní válcování: Pomocí technologie digitálního dvojčete je vytvořen virtuální model válcování, aby bylo dosaženo online optimalizace parametrů procesu;
Technologie tvarování v blízkosti sítě: Vyvinout technologii kontinuálního válcování ultratenkých titanových desek pro dosažení kontinuální výroby 0,016palcových ultratenkých desek;
Zelená výrobní technologie: Technologie elektroplastového válcování (EPR) se používá ke snížení teploty válcování o 30-50 °C a snížení spotřeby energie.
 Zeptejte se nás
Zeptejte se nás
 Jazyk
Jazyk